 Espa?a
Espa?a Português
Português Canada
Canada India
India Русский
Русский

行業資訊
鋼板光纖激光切割機的常見問題和解決方案
作者:發布于:2016-07-22 09:37:19瀏覽:次
最近幾年新起來的高新技術——光纖激光切割,以其加工速度快、穩定性高、運行成本低等優勢,逐步普及于金屬加工制造行業。作為熱切割方法之一,鋼板光纖激光切割機利用經聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、燒蝕或達到燃點,同時借助與光束同軸的高速氣流吹除熔融物質,從而實現將工件割開。因其適用于碳鋼、硅鋼、不銹鋼、鋁合金、鈦合金、鍍鋅板、鍍鋁鋅板、銅等多種金屬材料的快速切割,在工業生產中得到了廣泛的應用。今天,想跟大家分享一下鋼板激光切割中疑難雜癥的救治大法,您準備好了嗎?
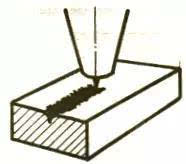
在各切割條件正常的情況下,鋼板光纖激光切割機的切割碳鋼效果(如下圖所示)應是無毛刺,牽引線一致。

但在實際過程中因操作調試不當,可能會出現以下問題,可參照進行排除、調整。
1 、底部的牽引線有很大的偏移,底部的切口更寬

可能原因(1)進給速率太高(2)激光功率太低(3)氣壓太低(4)焦點太高
解決方法(1)減小進給速率(2)增加激光功率(3)加大氣壓(4)降低焦點
2、 底面上的毛刺類似熔渣,成點滴狀并容易除去

可能原因:(1)進給速率太高(2)氣壓太低(3)焦點太高
解決方法:(1)減小進給速率(2)加大氣壓(3)降低焦點
3、 連在一起的金屬毛刺可以作為一整塊被除去
可能原因:焦點太高
解決方法:降低焦點
4、 底面上的金屬毛刺很難除
可能原因:(1)進給速率太高(2)氣壓太低(3)氣體不純(4)焦點太高
解決方法:(1)減小進給速率(2)加大氣壓(3)使用更純的氣體(4)降低焦點
5、只在板材切口處一邊上有毛刺
可能原因(1)噴嘴對中不正確(2)噴嘴口有缺陷
解決方法(1)對中噴嘴(2)換噴嘴
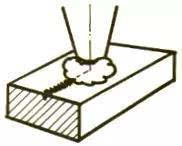
6、 材料從上面排出
可能原因:(1)功率太低(2)進給速率太高
解決方法:出現此情況立即按暫停按鈕,以防止熔渣飛濺到聚焦鏡上。然后增加功率,減小進給速率。
7、 工件未切透
可能原因:(1)加工氣體錯誤(N2)(2)進給速率太高(3)功率太低
解決方法:(1)出現此情況立即按暫停按鈕,以防止熔渣飛濺到聚焦鏡上
(2)使用氧氣作為加工氣體
(3)減小進給速率增加功率
8 切割表面不精密
可能原因:(1)氣壓太高(2)噴嘴損壞了(3)噴嘴直徑太大(4)材料不好
解決方法:(1)減小氣壓(2)更換噴嘴(3)安裝合適的噴嘴(4)使用表面平滑均勻的材料
9、無毛刺,牽引線傾斜,切口在底部變得更狹窄
可能原因:進給速率太高
解決方法:減小進給速率
10、 切割表面紋路非常粗糙
可能原因(1)焦點太高(2)氣壓太高(3)進給速率太低(4)材料太熱
解決方法(1)降低焦點(2)減小氣壓(3)增加進給速率(4)冷卻材料
看完這些,您是否對鋼板光纖激光切割機在運行工作中的常見問題和解決方案有了初步認識呢?大族粵銘作為激光行業的領軍者,為您提供更多激光工藝應用和解決方案,隨時準備為您解答。
(本文由大族粵銘激光原創,轉載須注明出處:baishi-sh.com,珍惜別人的勞動成果,就是在尊重自己)
- 上一篇: 返回列表
- 下一篇: 方管激光切割機,hold得住的大氣場




