 Espa?a
Espa?a Português
Português Canada
Canada India
India Русский
Русский
行業資訊
超短脈沖激光:鈣鈉玻璃/藍寶石切割新技術
大族粵銘激光每天為您提供最新的激光科技前言資訊:利用超短脈沖貝賽爾光束對鈣鈉玻璃和藍寶石進行切割。由于貝賽爾光束長而且均勻的特點對于玻璃厚度增加具有特別的優勢并且能實現卓越的隱形切割和控制切割裂紋的擴展。
玻璃切割是平板顯示及智能電子行業中高度關注的一個話題,其關鍵技術是如何同時實現高產出率、低殘余熱效應及良好的切割面質量,且切割過程必須節約能源且節省材料。在基于激光和基于金剛石刀具解決方案之間,出現了一個更有前途的技術--超短脈沖激光切割。事實上,超短脈沖激光能夠讓玻璃內部產生非線性的吸收。在特定的照射條件下,這個內部修正可以實現良好的玻璃切割質量。
最近幾年,許多無機材料像是玻璃,石英,藍寶石等,越來越多用于大眾市場,如消費性電子,平面顯示器,光學,光學電子跟制表產業。所以玻璃的加工,尤其是玻璃切割是全球各產業感興趣的主題。最關鍵的是如何將高產出效率、低熱效應殘留和良好的斷面加工質量結合在一起來避免崩缺chipping和后制程步驟的研磨或拋光。能源效率和材料效率的標準,也是必須要持續的進步發展。
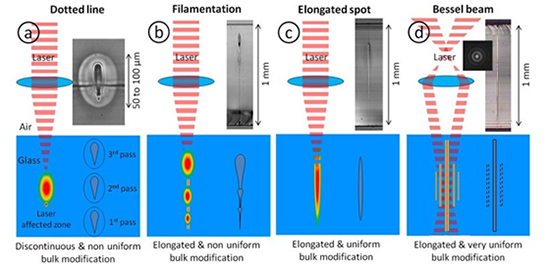
圖 1. 使用USP激光器做無塵和無縫的玻璃切割概要圖
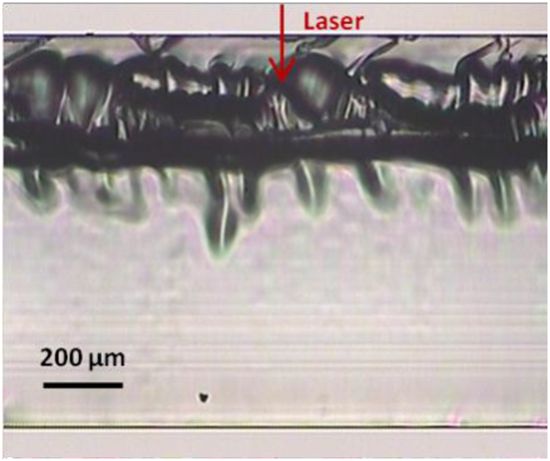
圖 2. 鈉石灰玻璃經過filament-based隱形切割后的放大圖。實驗參數為: 350fs, 500kHz, 1.5W, NA 0.08, 1mm/s.
實驗
激光源
所有的切割試驗所使用的三種不同的超短脈沖激光,都是來自AMPLITUDE SYSTEMES. 第一個是摻鐿放大器的光纖激光器(Satsuma, 350fs-1ps,8W, up to 2MHz)。第二個是摻鐿放大器的固態激光器(S-Pulse HR, 150fs, 2W,120kHz)。第三個是放大器摻鐿的薄盤激光器(Tangor, 900fs, 30W, 300kHz)。這三種激光源的工作波長都在1030nm。其內部的脈沖選擇器能產生較低的重復頻率 1 kHz. 脈沖寬度和平均功率分別用自相干儀和功率計量測。
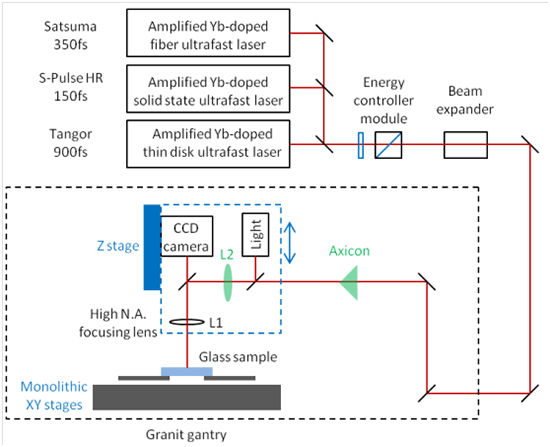
圖 3. 玻璃切割的實驗設置。軸棱鏡和L2 鏡片只用于貝塞爾光束設置 (green optics)。
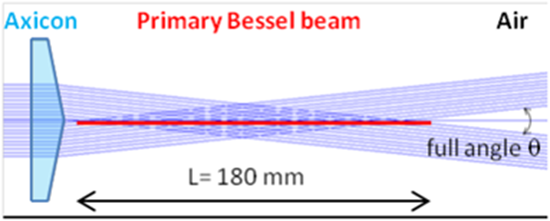
圖 5. 利用 plano-convex axicon 來做貝塞爾光束的光束追蹤。傳入的高斯光束的直徑為4.4mm,角度大約為 178°。如圖中紅色劃線處。
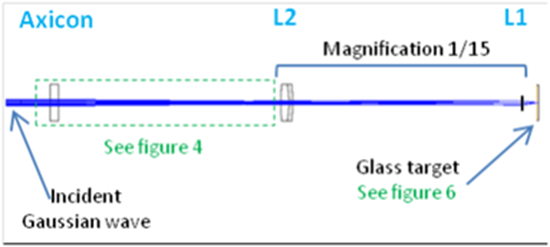
圖 6. 計算鏡組的設置. L2和L1一起作為望遠鏡讓縮小的貝塞爾光束可以到達目標材料。L1是聚焦鏡。
圖 7.圖二玻璃內部聚焦的放大顯示圖
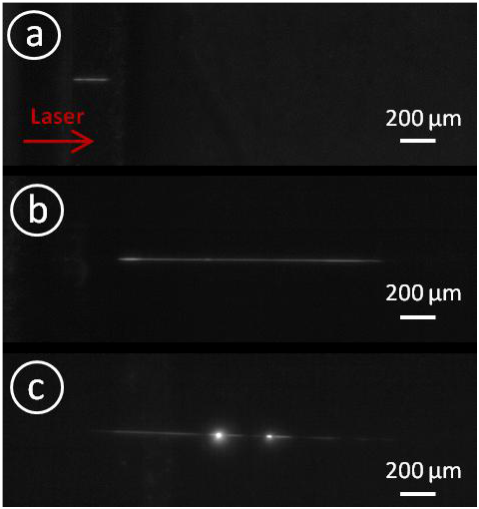
圖 8. CMOS照相機捕捉到用貝塞爾光束暴露在鈉石灰玻璃里一秒的側面放大圖 (a) 用 50x/ON0.42 的放大倍率(b) 用 20x/ON0.40 的放大倍率。等離子的通道長度分別為 190um 和 1360um。(c) 在長時間或高脈沖能量下觀察到不穩定的貝塞爾光束。
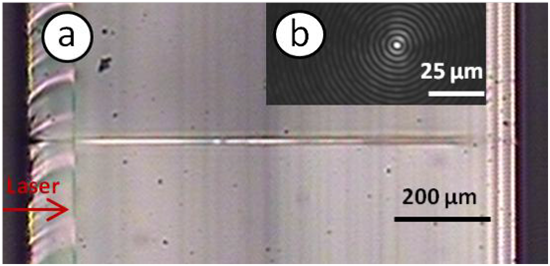
圖 9. (a)用 8mm-aspheric 聚焦鏡片修正鈉石灰玻璃加工的側視圖。貝塞爾光束集中在玻璃的中心。實驗參數為: 150fs, 1.8W, 15uJ, 0.1mm/s; (b) 貝塞爾光束的前視圖。
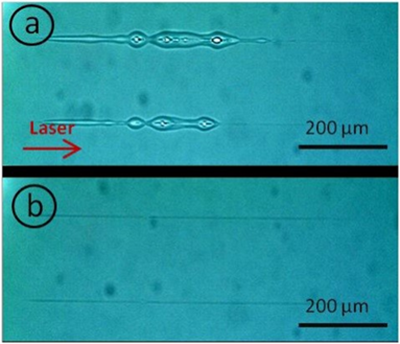
圖 10. 在 20x/ON0.40 放大倍率下,用貝塞爾光束修正鈉石灰玻璃的側視圖.雷射從左邊進來。脈沖寬度為 350fs.在不同時間下用相同的脈沖能量和相同的脈沖數 (a) 500kHz,5W, 10uJ, 暴露時間 1秒;(b) 100kHz, 1W, 10uJ, 暴露時間 5秒. 變異長度為 1mm.
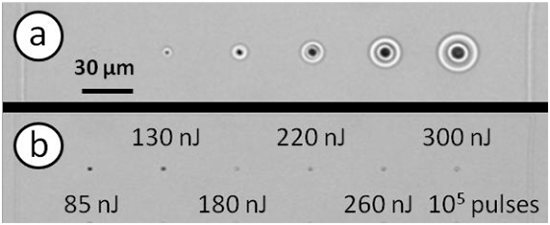
圖 11. 當高斯光束聚焦在 20x/ON0.40 的時候,用105脈沖靜態雷射照射在鈉石灰玻璃所得到的變異量俯視圖。脈沖寬度為 350fs. 在不同時間下用相同的脈沖能量和相同的脈沖數 (a) 500kHz; (b)100kHz.
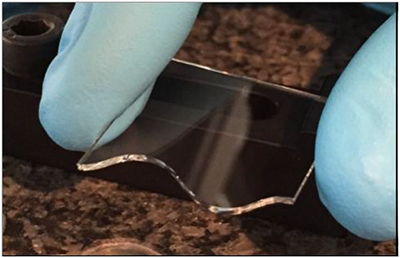
圖12. 用高斯光束沿著曲線滑動切割鈉石灰玻璃。寬度為26mm厚度為1mm. 實驗參數:900fs, 200kHz, 2.3W, NA 0.04, 1mm/s.
結論
我們對于用貝塞爾光束使用不同的切割技術進行研究:隱形切割或USP控制裂縫延伸。將結果與高斯光束做比較。顯示貝塞爾光束可以達到較薄和細長的變異量。然而,貝塞爾光束本身的能力在切割質量和側壁形態得到相當好的結果。事實上,飛秒的脈沖寬度有助于將能量分散累積到大面積的激光軌跡周圍。此外我們認為在能量強度較低的貝塞爾光束中心四周也有能量的累積。用貝塞爾光束來做藍寶石的隱形切割也證明非常成功。
大族粵銘激光專業激光設備生產廠家,產品有金屬激光切割機,激光模切機,激光雕刻機等等。
(本文由大族粵銘激光原創,轉載須注明出處:baishi-sh.com,珍惜別人的勞動成果,就是在尊重自己)
- 上一篇: 返回列表
- 下一篇: 科技前沿:激光干燥技術應用




